

Para este trabajo hemos utilizado una vez más nuestra fresadora Correa A-30-30. Se trataba de rehabilitar el eje excéntrico de una machacadora en el que rodaron las pistas de los rodamientos hasta la rotura. Hicimos dos mecanizados; uno para anillo para retenes y el otro para la reconstrucción de alojamiento del rodamiento.
-



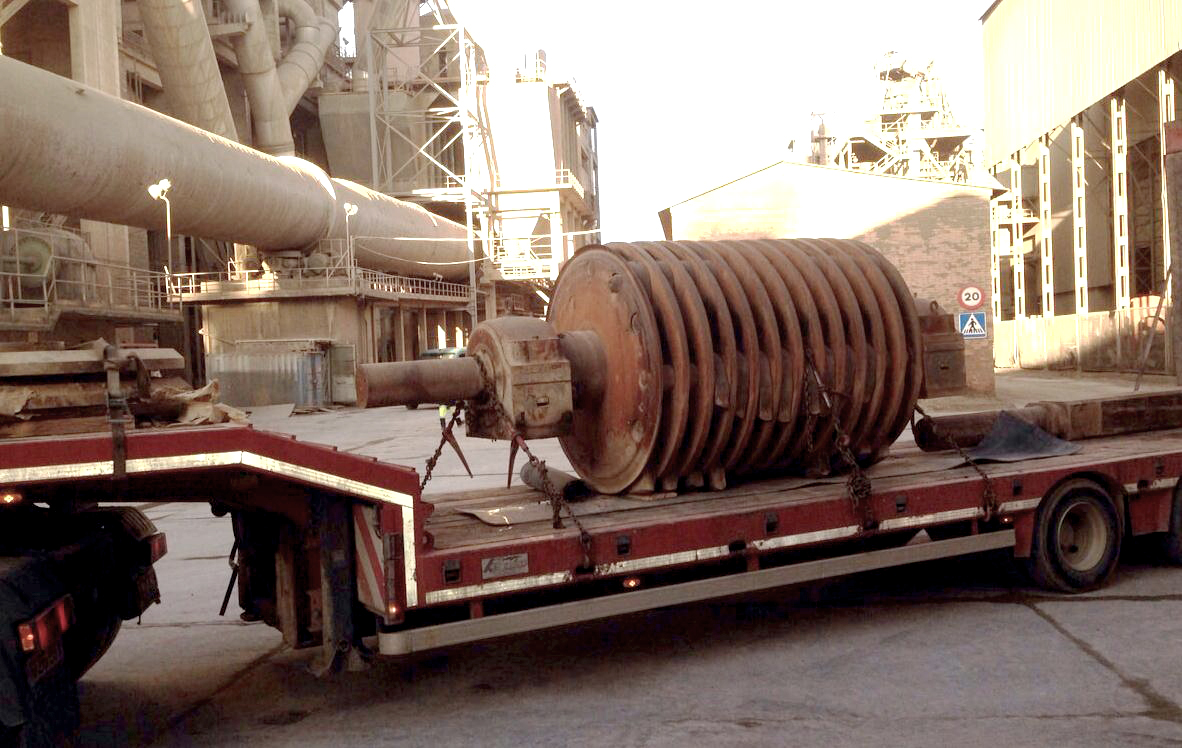
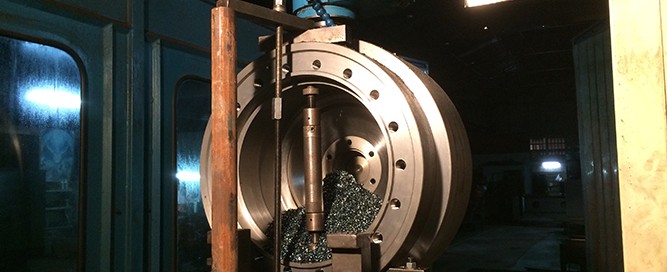
Reconstrucción de un volante de inercia

Reconstrucción de un volante de inercia
Esta semana traemos un trabajo hecho con la fresadora Correa A-30-30 con utillaje de fabricación propia, que nos permite hacer chaveteros con una fresa de cobalto en este caso ó fresa de plaquitas en otros. Esta vez hemos reconstruido un volante de inercia, hemos eliminado espesor de material en el agujero del volante. Partimos de un tubo de material St-52 de diámetro de 273 mm en el exterior. Mecanizamos el diámetro exterior a una medida tal que causara una interferencia con la suficiente presión para transmitir sin girar (interferencias de 0,2 mm, espesores de 30 mm).
-

Reparación de Eje de Trituradora de Martillos
Reparación de Eje de Trituradora de Martillos
Hemos recibido de un cliente una trituradora de piedra de martillos. El motivo de la reparación eran vibraciones en el trabajo cambio de rodamientos y cambio de eje. El trabajo efectuado ha consistido en: Desmontar todo el conjunto. Cambio de rodamientos. Cambio de ejes de martillos y martillos. Verificación de ejes tanto, el de la propia máquina, como él de respeto, que aportaban. Debido a las vibraciones ambos ejes presentaban desgaste en los cuellos de los rodamientos. Una vez consultado con el cliente nos dispusimos a recrecer los ejes. Material de los ejes F-127 (40NiCrMo8-4) Proceso de soldadura: Mig (gas inerte argón y e hilo de aleación especial) Calentamiento antes de la soldadura de la pieza (aprox.120ºC). Mantenimiento de esa temperatura, no superior ni inferior en ningún momento. Cordones iguales y opuestos en todo el proceso, evitamos sobrecalentamientos. Proceso continuo hasta acabar. Mecanizados posteriores con ajuste para los rodamientos. Enderezado de ambos ejes, ya que los dos tenían saltos, en uno de ellos hasta 5 mm. El enderezado, con calor puntual, se realizó sobre el torno. Después se montaron los soportes laterales nuevos, ejes de martillos, martillos y tensores; se atornillaron estos con llave dinamométrica y se envió a nuestro cliente. La máquina hoy tritura piedra para satisfacción de nuestro cliente y para la nuestra. Casi a la vez que enviábamos el triturador de martillos a su cliente, recibimos de otro, un laminador de caucho: Esta vez el problema era también desgaste en un cuello del laminador. El laminador se fabricó en su día de fundición de una sola pieza calculamos de alrededor de 1960-70. La prudencia aconsejaba no aportar soldadura, podía acarrearnos problemas posteriores. Primero colocamos el laminador en el torno repasamos la tabla […]
-
Fabricación de un cilindro de prensa
Fabricación de un cilindro de prensa
Hemos recibido de uno de nuestros clientes un cilindro de prensa de hierro fundido que había sido reparado ya en muchas ocasiones presentando el aspecto que ven en las primeras imágenes. El cliente nos encargó la construcción de un nuevo cilindro y decidimos fabricarlo en acero ante la premisa de las reparaciones recurrentes. Ello nos obligó a cambiar el sistema de guiado y cierre del pistón con el cilindro, nuestros ingenieros lo resolvieron satisfactoriamente. Actualmente la prensa trabaja 24 hours.
-
Recuperación eje de cola de un barco pesquero
Recuperación eje de cola de un barco pesquero
A continuación, mostramos la reparación de un eje de cola de un pesquero con un motor de 500 CV. – Verificación del salto del eje sobre torno, ya que producía vibraciones durante su funcionamiento. – Debido a la holgura existente entre la hélice y el cono del eje, un posible defecto de montaje, el cono y el chavetero del eje mostraban un claro deterioro producido por una vibración excesiva durante el trabajo. – Se procede entonces a la recarga del cono y del chavetero del eje de hélice. – Rehacemos el cono de popa en torno. – Fabricación chaveta nueva y ajustamos en el eje. – Por último reajustamos el cono de la hélice, ya que debido a la vibración durante maniobra de trabajo presentaba ciertas marcas superficiales. – Verificamos que haya un buen ajuste y terminamos trabajo.
-

Mecanizado de Engranajes Rectos, Cónicos y Helicoidales de grandes dimensiones.

Mecanizado de Engranajes Rectos, Cónicos y Helicoidales de grandes dimensiones.
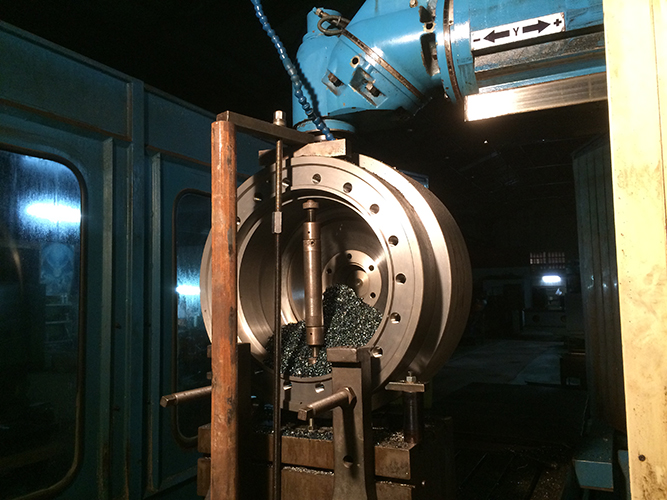
Recibimos de uno de nuestros clientes el piñón y la corona que mostramos, el módulo es 10 y el diámetro de la corona 600 mm. La máquina que hace uso de estos engranajes, una machacadora de piedra, presentaba una vibración muy alta y ruido. Observamos un desgaste muy acentuado de los dientes producido por un mal ajuste en el montaje. Se opta por la fabricación de unos engranajes nuevos. Para su fabricación seguimos los siguientes pasos: Compramos material capaz de soportar tratamientos superficiales y fácil mecanizado. Mecanizamos los materiales. Primero le damos la preforma en un torno de control numérico y después tallamos los dientes en un centro de mecanizado de control numérico. Cementamos la pieza, en este caso con una penetración de 1.5 mm consiguiendo una dureza de 60 HRC. Rectificamos los dientes y zonas de sujeción de los dos engranajes. Como podemos observar los resultados son de primera calidad.
-

Axis machining of a fishing boat propeller.

Axis machining of a fishing boat propeller.
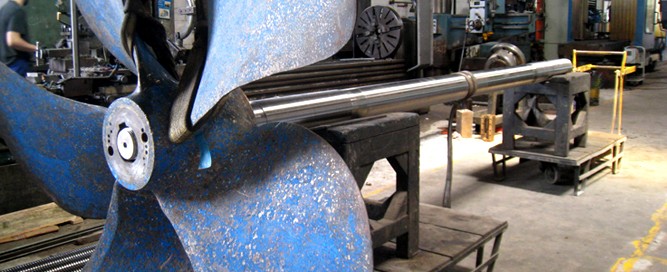
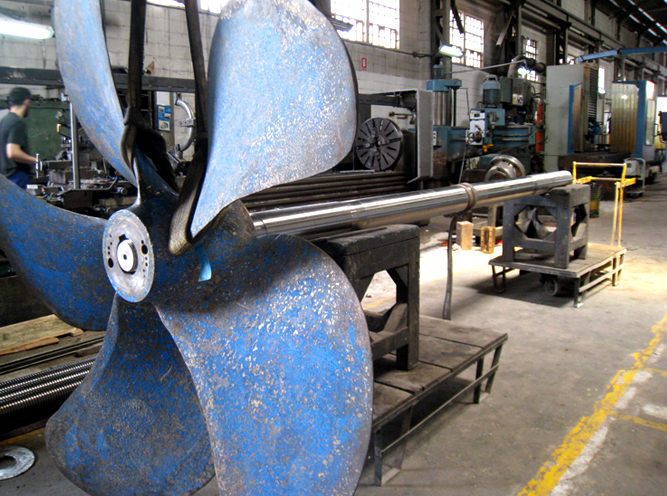
Esta semana un armador cliente nos plantea la reparación de su equipo marino. El eje presenta una rotura en la unión del mangón debida a un mal ajuste entre conos que produce un golpeteo constante en el trabajo. Como consecuencia la chaveta ha arrancado parte del eje. Hemos descartado reparar el eje ya que el aporte con soldadura nos provocaría desalineación en los apoyos del eje. Estamos fabricando un eje nuevo en nuestro torno de ocho metros tal y como muestran las fotografías. Después ajustaremos el eje y el mangón pero sobre este tema os daremos más información la semana que viene.
-

Fabricación de Tuerca de Bronce para un Husillo
Fabricación de Tuerca de Bronce para un Husillo
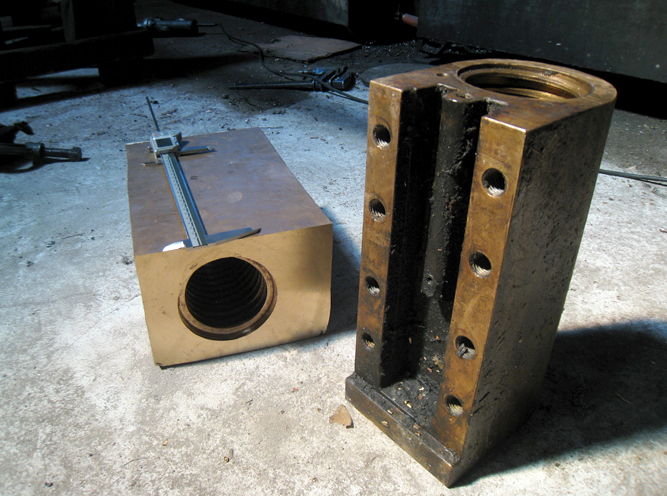
Esta semana en Grupo Volund estamos terminando un encargo de cuatro husillos trapezoidales y sus correspondientes tuercas para el manejo de una mesa que soporta varias toneladas y debe subir y bajar con una coordinación total. Los husillos miden 3000 mm de longitud, 90 mm de diámetro y 15 mm de paso. El proceso de fabricación es el siguiente: 1) Mecanizado de diámetro para el eje (material F114). 2) Mecanizado en torno del roscado trapezoidal con torreta de arrastre. 3) Mecanizado de las tuercas en torno y ajuste para que todas las tuercas valgan en todos los husillos con la mínima holgura. 4) Mecanizado último del exterior de la tuerca para darle la forma original.
-

Caso práctico: mecanizado de un cono difusor
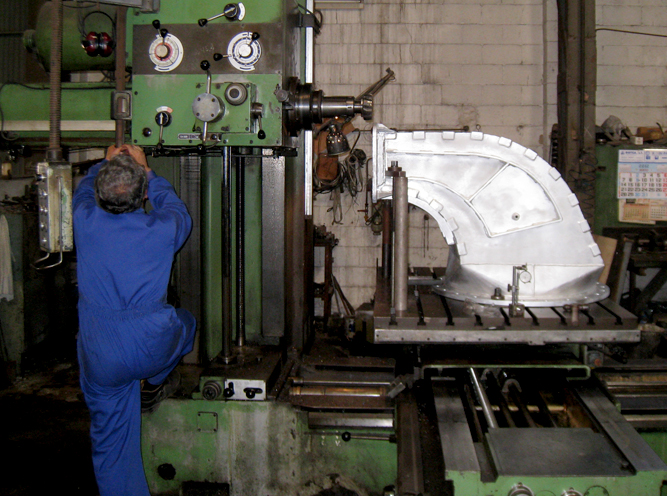
Caso práctico: mecanizado de un cono difusor
Esta vez en Grupo Volund mostramos el fabricado de un colector de humos desde cero. Prestamos especial interés en el mecanizado de la pieza y en la precisión del ensamblaje de sus partes. El proceso ha consistido en: Medición in-situ de los dos anclajes de la pieza a fabricar. Diseño en 3-D de la pieza. Fabricación de sus distintas partes. Ensamble y soldadura de las distintas partes. Mecanizado sobre la pieza ensamblada para alcanzar cotas y planicidades requeridas para su montaje.
-

Enhorabuena al Equipo Dátil15´

Enhorabuena al Equipo Dátil15´
Hace más de un mes nos encontrábamos produciendo la carrocería del Dátil 15´para lograr la esperadísima posición de ¡llegar los primeros! en el Conscuro Eco-Marathon de Shell. Queríamos darle la enhorabuena a todo el equipo Dátil que cada año con intensidad y entusiasmo mejoran el diseño del coche, parten para Holanda con el listón alto y la sensación de haber cumplido otra vez con el reto de llegar más lejos con el mismo combustible. La inteligencia está de nuestro lado y hay que aprovecharla. Grupo Volund está encantado de ofrecer nuestras instalaciones en proyectos así donde prima la ingeniería y el trabajo en equipo. Aquí os dejamos información técnica de interés de la página de notícias de la UMH. Aprovechamos para agradecer también el contenido gráfico de la fotogalería del periódico digital “La Verdad”. El “Dátil 2015” de la Universidad Miguel Hernández (UMH) de Elche ha logrado la primera posición en la carrera internacional “Shell Eco Maratón” en la modalidad de etanol, tras recorrer 1.496 kilómetros con un litro de este combustible. Además, el vehículo de la UMH ha logrado batir el récord entre los equipos españoles, que ya ostentaban en la edición anterior. La competición se ha celebrado entre el 22 y el 24 de mayo en un circuito urbano en la ciudad de Rotterdam (Holanda). El profesor del departamento de Ingeniería Mecánica y Energía Miguel Ángel Oliva Meyer ha dirigido al equipo de la UMH, integrado por estudiantes de la Escuela Politécnica Superior de Elche. En este concurso internacional han participado alrededor de 200 equipos de todo el mundo. Esta es la duodécima edición del concurso en el que la UMH participa con un vehículo de bajo consumo. Los estudiantes han realizado un […]