
Esta semana en Grupo Volund estamos terminando un encargo de cuatro husillos trapezoidales y sus correspondientes tuercas para el manejo de una mesa que soporta varias toneladas y debe subir y bajar con una coordinación total. Los husillos miden 3000 mm de longitud, 90 mm de diámetro y 15 mm de paso. El proceso de fabricación es el siguiente: 1) Mecanizado de diámetro para el eje (material F114). 2) Mecanizado en torno del roscado trapezoidal con torreta de arrastre. 3) Mecanizado de las tuercas en torno y ajuste para que todas las tuercas valgan en todos los husillos con la mínima holgura. 4) Mecanizado último del exterior de la tuerca para darle la forma original.
-



Caso práctico: mecanizado de un cono difusor
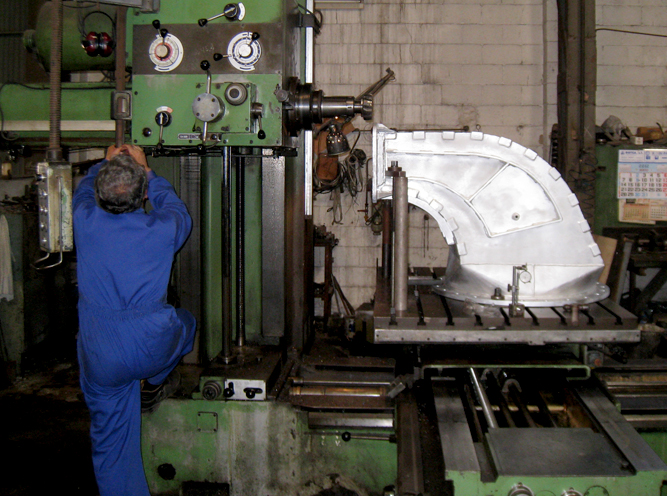
Caso práctico: mecanizado de un cono difusor
Esta vez en Grupo Volund mostramos el fabricado de un colector de humos desde cero. Prestamos especial interés en el mecanizado de la pieza y en la precisión del ensamblaje de sus partes. El proceso ha consistido en: Medición in-situ de los dos anclajes de la pieza a fabricar. Diseño en 3-D de la pieza. Fabricación de sus distintas partes. Ensamble y soldadura de las distintas partes. Mecanizado sobre la pieza ensamblada para alcanzar cotas y planicidades requeridas para su montaje.
-

Enhorabuena al Equipo Dátil15´

Enhorabuena al Equipo Dátil15´
Hace más de un mes nos encontrábamos produciendo la carrocería del Dátil 15´para lograr la esperadísima posición de ¡llegar los primeros! en el Conscuro Eco-Marathon de Shell. Queríamos darle la enhorabuena a todo el equipo Dátil que cada año con intensidad y entusiasmo mejoran el diseño del coche, parten para Holanda con el listón alto y la sensación de haber cumplido otra vez con el reto de llegar más lejos con el mismo combustible. La inteligencia está de nuestro lado y hay que aprovecharla. Grupo Volund está encantado de ofrecer nuestras instalaciones en proyectos así donde prima la ingeniería y el trabajo en equipo. Aquí os dejamos información técnica de interés de la página de notícias de la UMH. Aprovechamos para agradecer también el contenido gráfico de la fotogalería del periódico digital “La Verdad”. El “Dátil 2015” de la Universidad Miguel Hernández (UMH) de Elche ha logrado la primera posición en la carrera internacional “Shell Eco Maratón” en la modalidad de etanol, tras recorrer 1.496 kilómetros con un litro de este combustible. Además, el vehículo de la UMH ha logrado batir el récord entre los equipos españoles, que ya ostentaban en la edición anterior. La competición se ha celebrado entre el 22 y el 24 de mayo en un circuito urbano en la ciudad de Rotterdam (Holanda). El profesor del departamento de Ingeniería Mecánica y Energía Miguel Ángel Oliva Meyer ha dirigido al equipo de la UMH, integrado por estudiantes de la Escuela Politécnica Superior de Elche. En este concurso internacional han participado alrededor de 200 equipos de todo el mundo. Esta es la duodécima edición del concurso en el que la UMH participa con un vehículo de bajo consumo. Los estudiantes han realizado un […]
-

Cambio de rodamientos en reductora

Cambio de rodamientos en reductora
Esta semana nos ha propuesto uno de nuestros clientes cambiar los rodamientos de una reductora de reducción 1:6,7 con dos saltos de piñones. Había advertido vibraciones y ruido excesivo en su funcionamiento. El proceso fue el siguiente: Desmontaje de la tapa superior. Observación de signos de golpeo en las pistas exteriores de los rodamientos, sin llegar a rodar. Observación de incrustaciones y cráteres debido sin lugar a dudas a suciedades y partículas. Desmontaje de ejes y bridas. Éstas últimas dieron algunos problemas ya que estaban demasiado ajustadas. Cambio de rodamientos. Unos tipo rodillos cilíndricos NJ. y otros oscilantes de doble hileras de rodillos de dimensiones de eje interior Ø 170 mm y exterior Ø 400 mm el mayor. Montaje y comprobación de holguras axiales y radiales. Entrega a nuestro cliente. Si quiere ahondar un poco más en el proceso, recibimos correos a la dirección que encontrará en la página y estaremos encantados de ayudarle en lo que desee.
-

Fabricación de Piñón para una Reductora
Fabricación de Piñón para una Reductora
Esta semana en la empresa hemos realizado un trabajo de mantenimiento. Consiste en el cambio del piñón de una reductora de accionamiento en un sistema de criba. La reductora venía con el piñón muy desgastado y para ello hemos fabricado primeramente uno nuevo y después lo hemos colocado. Lo contamos un poco más detalladamente: Fabricación del piñón en nuestra fresadora CNC. Caracterísiticas de la pieza: Material: Acero 42CrMo4V (F-127) Nº de dientes: 15 Módulo 24 Templamos el flanco del piñón por inducción. Sustitución de la pieza: Aportación de calor en el proceso de extracción de la pieza averiada. Aportación de calor en el proceso de montaje de la pieza nueva. La interferencia del piñón y el eje es en plano de 0,07 mm. La temperatura alcanzada en el piñón a la hora del montaje fue de 160ºC, así conseguimos una apertura del agujero de 120,0 mm a temperatura ambiente, hasta 120,14 mm. Entrada perfecta y precisa. Trabajo finalizado.
-

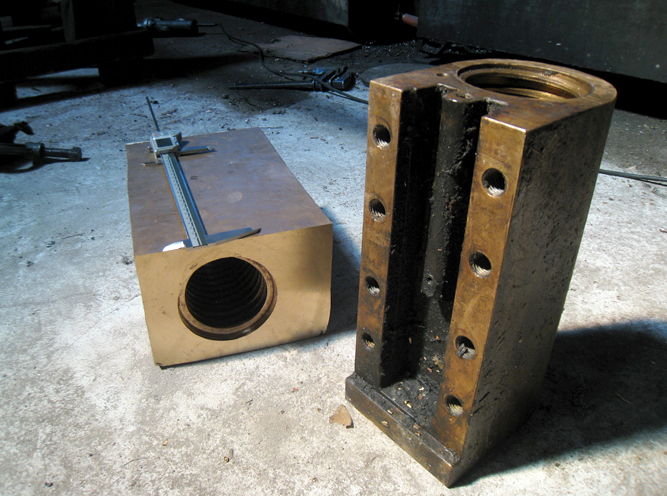
Fabricación de una Placa Dosificadora de carbón

Fabricación de una Placa Dosificadora de carbón
Esta semana en Grupo Volund hemos fabricado una Placa Dosificadora de carbón. El material escogido es el hierro fundido con una aleación GG-40 y un rango de dureza de 180 a 230HB debido a que la placa debe ser capaz de no producir chispas ni calentamientos en los roces con los elementos adyacentes de la máquina. Además de tener una buena estabilidad y rigidez. El proceso ha sido el siguiente: 1- Mandamos fabricar una arandela de fundición con creces suficientes. 2- Primer mecanizado en el torno. En este paso el paralelismo es muy importante y por eso le dimos un paralelismo inferior a 0,05mm, exactamente 0,02mm para ajustarnos a plano. 2- Segundo mecanizado en la fresadora CNC. Realizamos los agujeros, formas y taladros vistos en la fotografía.
-

Reparación de uno de los apoyos de Eje Laminador de Caucho

Reparación de uno de los apoyos de Eje Laminador de Caucho
Esta semana en Grupo Volund hemos restaurado uno de los apoyos de un eje laminador de caucho. Debido a las grandes dimensiones de la pieza, 5 metros de longitud y 700 de diámetro, hemos realizado el trabajo en nuestro torno Géminis 1200 de doble bancada. Para la restauración hemos optado por introducir un casquillo en caliente en la zona dañada, mecanizar el apoyo de bronce a la nueva medida y rectificar las dos superficies de los elementos de roce. Los procesos han sido los siguientes: 1.- Mecanizado de la parte dañada para alojar el casquillo. 2.- Mecanizado interior del casquillo dejando la interferencia adecuada entre casquillo y pieza. 3.- Introducción del casquillo sobre el eje en caliente. 4.- Mecanizado exterior del casquillo sobre la pieza. 5.- Mecanizado del apoyo de bronce a la nueva medida del casquillo. 6.- Rectificado de las dos superficies de los elementos de roce dejando el ajuste entre ellas marcado por el fabricante.
-

Proceso de Fabricación para una Esclusa Dosificadora

Proceso de Fabricación para una Esclusa Dosificadora
Grupo Volund fabrica esclusas dosificadoras bajo pedido. Esta semana hemos fabricado el cuerpo de una esclusa para una empresa de tratamiento de áridos, en esta entrada explicaremos de manera breve cual ha sido el proceso de fabricación: 1.- Croquizado de las piezas. 2.- Corte por láser de las mismas. 3.- Proceso de manufactura: 3.1- Curvado de chapa para el cuerpo central. 3.2- Proceso de ensamble y soldadura de todas las piezas. 3.3- Proceso de mecanizado en fresadora CNC. Mandrinado interior de 890 mm y diferentes planificados en zonas de unión con su entorno.
-

Un año más con la UMH y el concurso Eco-Marathon de Shell

Un año más con la UMH y el concurso Eco-Marathon de Shell
El Eco-Marathon es un concurso internacional que se celebra en Rotterdam (Holanda) actualmente, su primera edición se remonta a 1939 en Illinois con los trabajadores de la misma empresa. El objetivo del mismo es realizar el número máximo de kilómetros con un litro de combustible. En el 2004 la Universidad Miguel Hernández se presentó con el modelo “Dátil” por primera vez y nosotros con ellos. Desde entonces y cada año, colaboramos en el trabajo de construcción del propio coche. La experiencia hace al maestro y éste es un buen ejemplo de ello, el año pasado el equipo quedó tercero en la categoría de “Alternative Fuel Ethanol” con una marca de 1156.1km/l, por encima el Team Callo de Francia, y un puesto por detrás la UPV del Campus de Alcoy, vecinos nuestros del municipio. El equipo insistió en su modelo y se volvió a presentar en el concurso del “Solar Race” en Murcia, donde esta vez quedó ganador con una marca de 1.223 km por litro de combustible; 300 km por litro mayor que el segundo clasificado. Mayo está cerca y nos estamos preparando para ello. Una vez más el reto está en conseguir un coche lo más ligero posible, que aguante el peso suficiente de una persona pequeña y con la menor fricción. Este año la UMH se centra en el diseño aerodinámico de la carrocería. Aquí os dejamos una imagen del molde de poliestireno expandido para el “Dátil 15”.
-
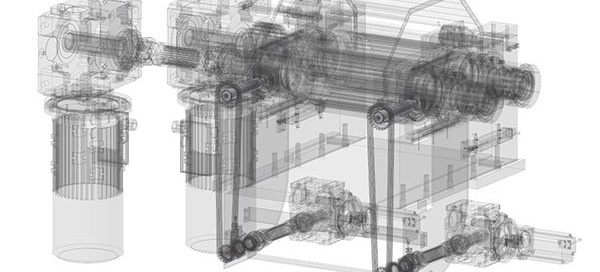
Maquinaria para el caucho
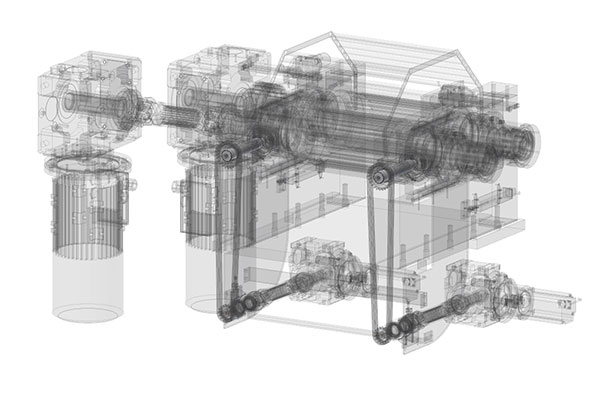
Maquinaria para el caucho
Maquina laminador de caucho destinada a uso en laboratorios de control de calidad del producto. La máquina diseñada y fabricada por Grupo Volund está equipada con motores tractores independientes y sistemas de precisión para aproximación de rodillos. Grupo Volund diseña, fabrica y repara maquinaria para la industria del caucho: Reparación y mantenimiento de laminadoras de caucho. Reparación y mantenimiento de extrusoras de caucho. Reparación y mantenimiento de mezcladoras de caucho. Reparación y mantenimiento de trituradoras de caucho y plástico. Reparación y mantenimiento de prensas. Reparación y mantenimiento de moldes para industria del caucho. Reparación y mantenimiento de ejes y rodillos para maquinaria del caucho. Fabricación y reparación de piezas y repuestos para maquinaria del caucho. Máquina test rodadura para neumáticos recauchutados Grupo Volund fabricación y reparación de maquinaria de caucho recauchutado: neumáticos recauchutados. Máquina de laboratorio de pruebas fabricada por Grupo Volund para el Departamento de Ingeniería Mecánica y Energía de la Universidad Miguel Hernández de Elche para realizar las pruebas de rodadura de neumáticos recauchutados. La máquina está diseñada para poder trabajar simultáneamente desde dos puestos enfrentados. Cuenta con un motor y sistema hidráulico de gran potencia y una polea de grandes dimensiones. Servicios relacionados: