Mecanizado de Engranajes Rectos, Cónicos y Helicoidales de grandes dimensiones.
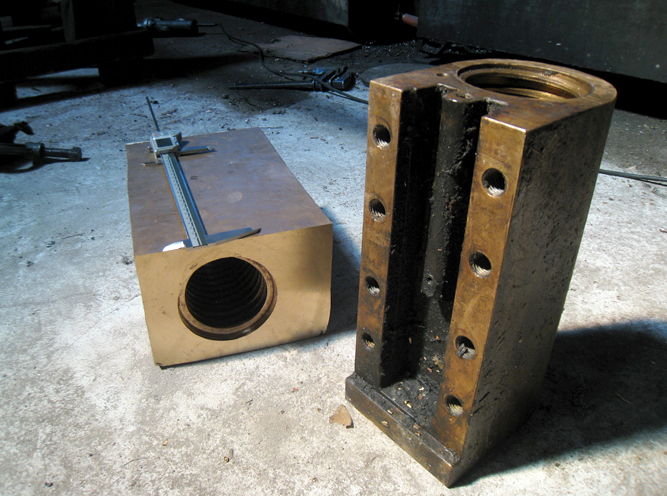
- Recibimos de uno de nuestros clientes el piñón y la corona que mostramos, el módulo es 10 y el diámetro de la corona 600 mm.
- La máquina que hace uso de estos engranajes, una machacadora de piedra, presentaba una vibración muy alta y ruido.
- Observamos un desgaste muy acentuado de los dientes producido por un mal ajuste en el montaje.
- Se opta por la fabricación de unos engranajes nuevos.
- Para su fabricación seguimos los siguientes pasos:
- Compramos material capaz de soportar tratamientos superficiales y fácil mecanizado.
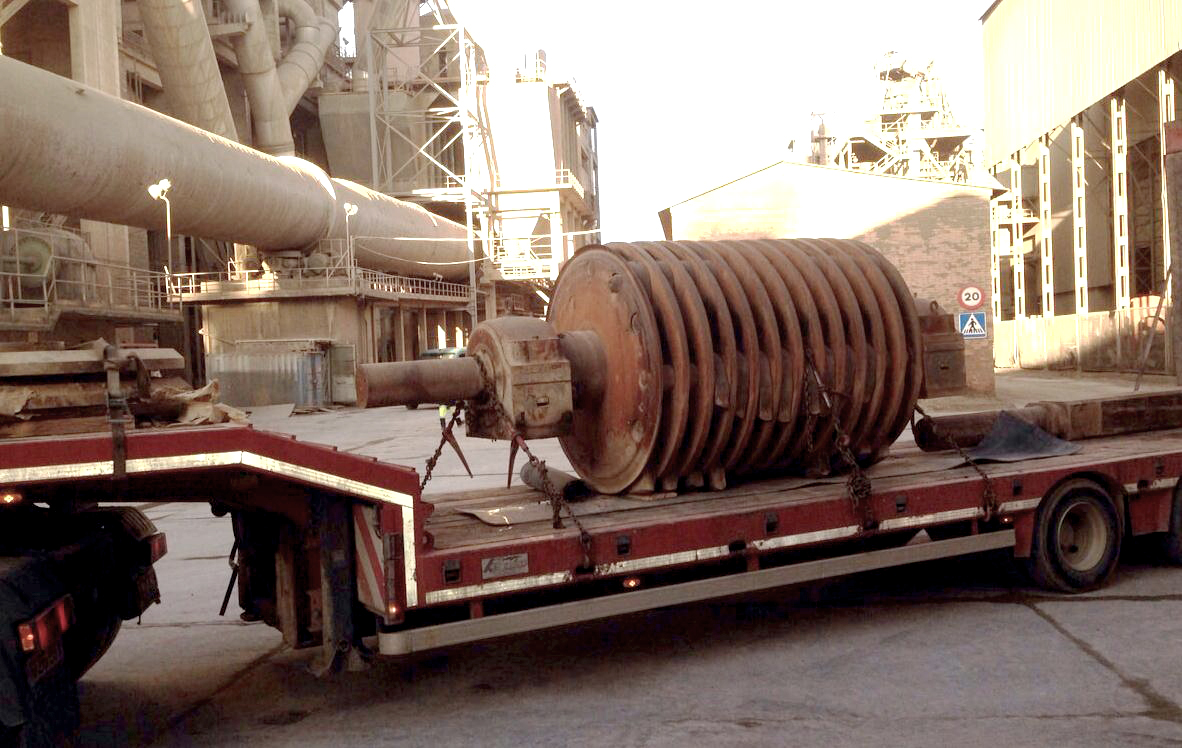
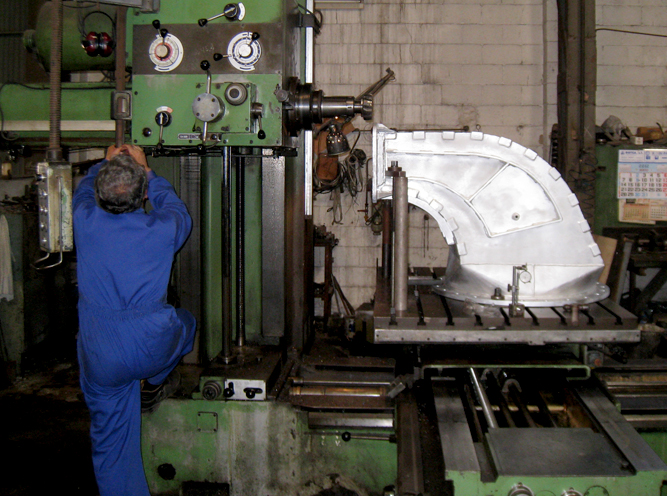
- Mecanizamos los materiales. Primero le damos la preforma en un torno de control numérico y después tallamos los dientes en un centro de mecanizado de control numérico.
- Cementamos la pieza, en este caso con una penetración de 1.5 mm consiguiendo una dureza de 60 HRC.
- Rectificamos los dientes y zonas de sujeción de los dos engranajes.
- Como podemos observar los resultados son de primera calidad.



¿Quiere compartir el artículo?
Share This Story, Choose Your Platform!