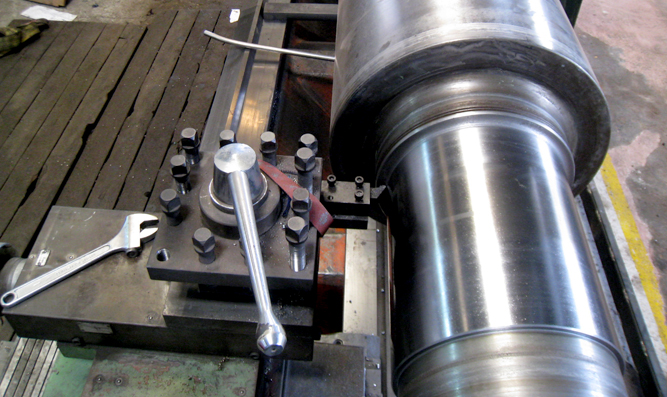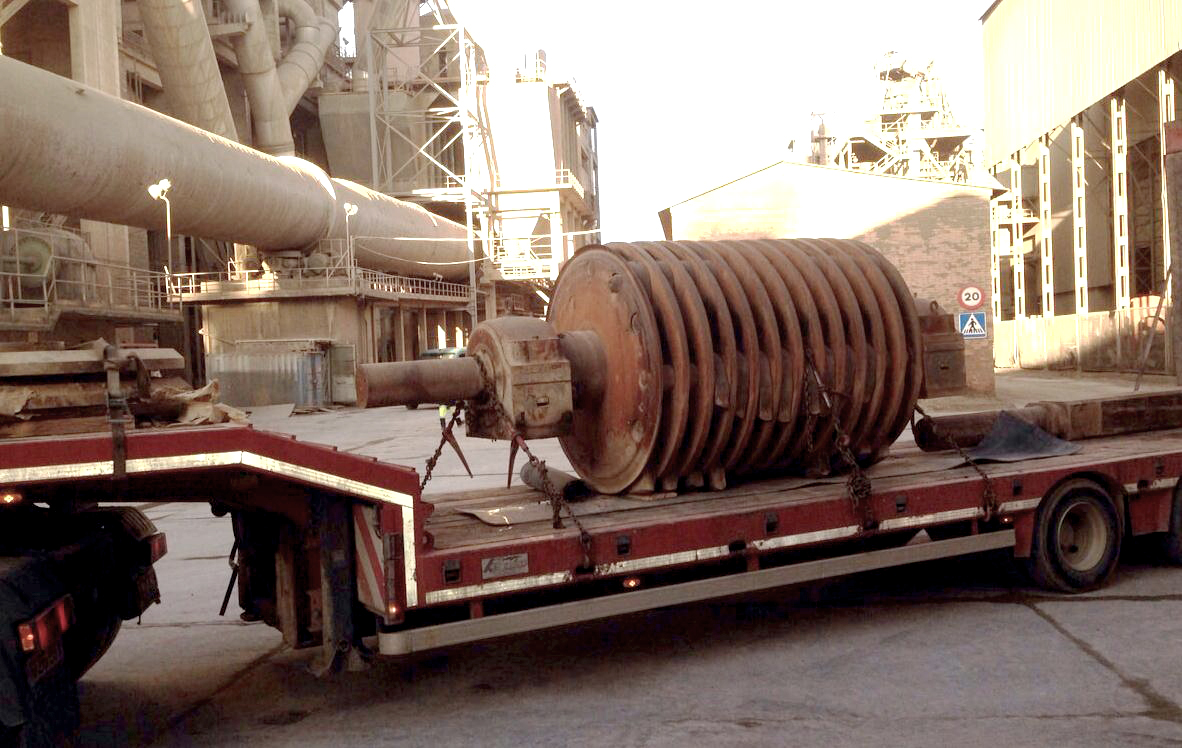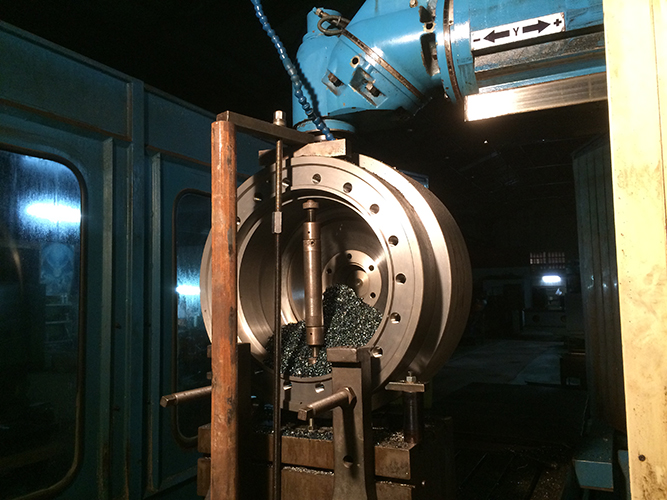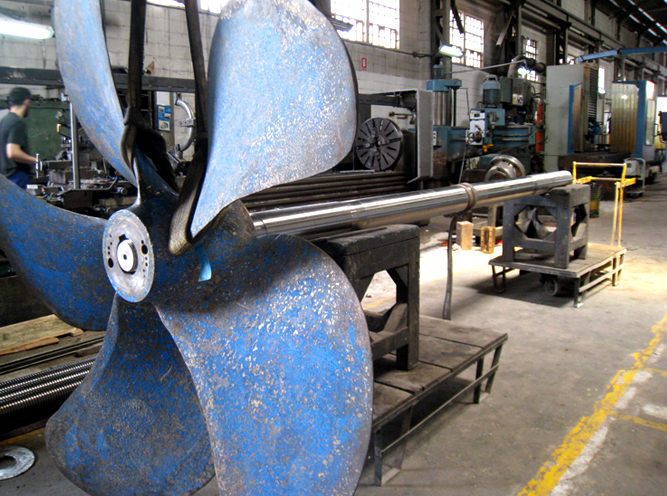

Esta semana en Grupo Volund hemos restaurado uno de los apoyos de un eje laminador de caucho. Debido a las grandes dimensiones de la pieza, 5 metros de longitud y 700 de diámetro, hemos realizado el trabajo en nuestro torno Géminis 1200 de doble bancada. Para la restauración hemos optado por introducir un casquillo en caliente en la zona dañada, mecanizar el apoyo de bronce a la nueva medida y rectificar las dos superficies de los elementos de roce. Los procesos han sido los siguientes:
1.- Mecanizado de la parte dañada para alojar el casquillo.
2.- Mecanizado interior del casquillo dejando la interferencia adecuada entre casquillo y pieza.
3.- Introducción del casquillo sobre el eje en caliente.
4.- Mecanizado exterior del casquillo sobre la pieza.
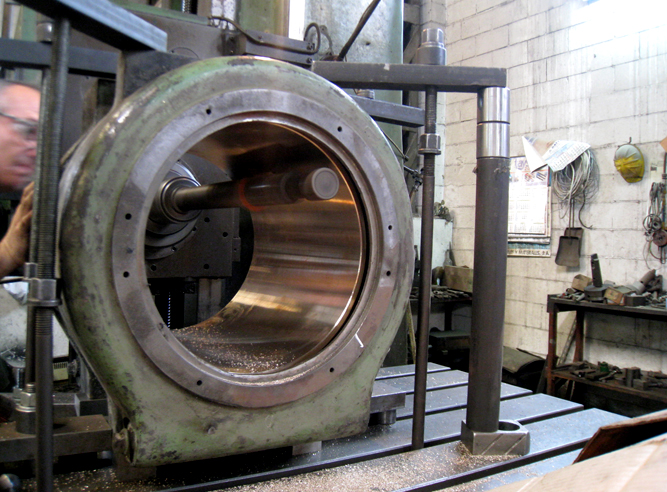
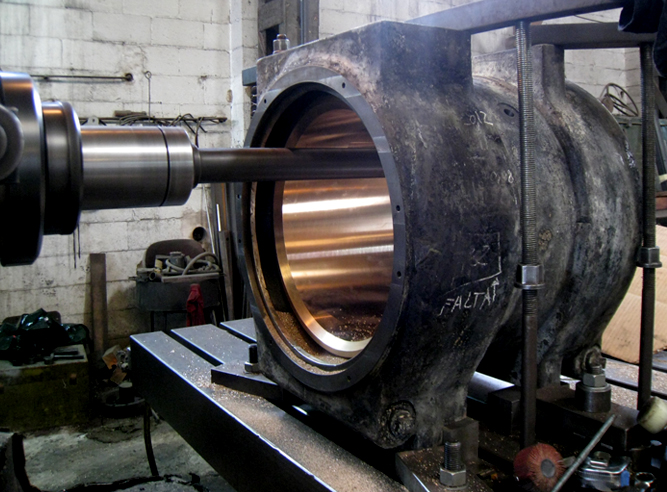
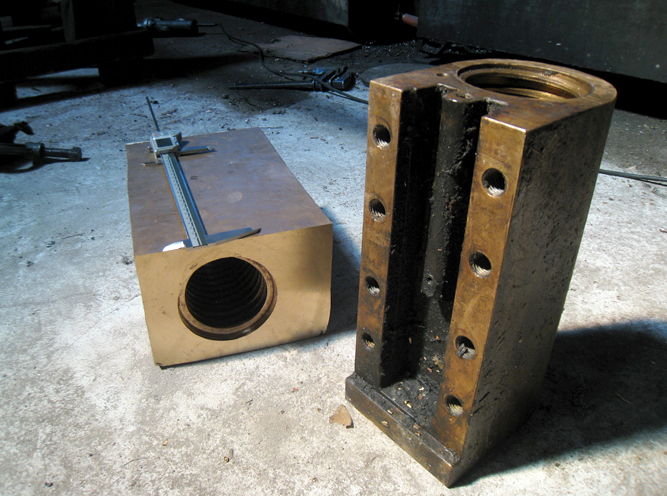
5.- Mecanizado del apoyo de bronce a la nueva medida del casquillo.
6.- Rectificado de las dos superficies de los elementos de roce dejando el ajuste entre ellas marcado por el fabricante.